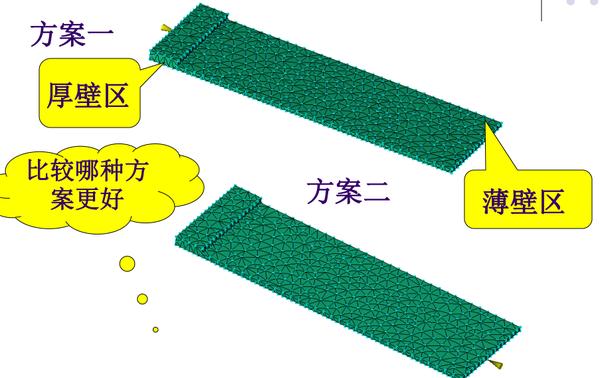
大家好,今天我们来聊一下产品有不同壁厚时怎么进胶比较合适。我们可以从模流的角度来观察这个问题。首先,我们要看一下最大收缩率,可以发现在厚壁的区域有较大的收缩。这是因为胶料从薄壁的区域流经厚壁时,很容易冻结而导致进胶不足。通过这个比较,我们可以得出正确的进胶方法。大家有什么疑问或想法,欢迎在评论区留言
耳机产品客户建议在侧边入水,简单分析客户包4500元红包?今天给大家看一个分魔流分析的,这个是耳机的产品分析当时分析的几个地方,一个是从正面进胶,一个从这个面进胶。但是看很多从侧面进胶,从鸽子侧面进胶的情况分析。然后材料就是abs,成型的情况是目前显示成型情况是良好的,成型情况是良好。在分析的时
进胶是什么
改为多点进胶,增加入胶口,并提前适量考虑产品的材质,设计好模具
开放型单热嘴,潜水进胶,精度要求不是特别高,可以保证。客户想要尽量去掉不夹水线。
这种水口进胶有人做过吗?
7种经典进胶方式优缺点分析
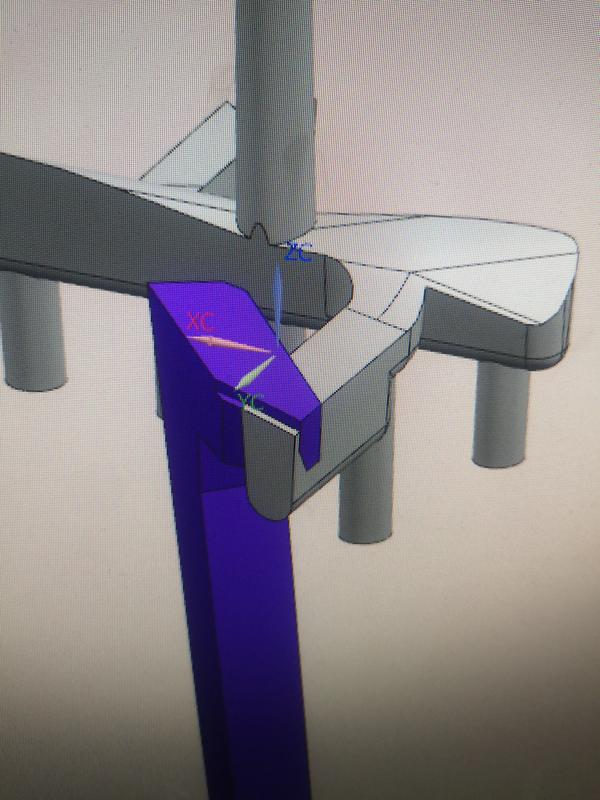
运气不可能持续一辈子,能帮助你持续一辈子的东西只有你个人的能力。(这种进胶知道为什么走弯的而不是直接进胶么,走访了很多同行,发现还有人直接进胶的,是设计模具的悲哀,还是经验的不足?)
液态模锻报价依据分析。大家好,我是液态模锻的薛工。近期很多客人在问液态模锻跟压铸报价的区别在哪里?首先就是压铸一般是分为三段到四段的熔接跟保压的过程。所以以400吨的键为例,不在于某一个产品。每个同类产品比如说300克,大概是直径100这样的一个圆合体计算。压铸一个一出一一般是在4040-50秒
错误滑胶容易假性粘连。正确的滑胶才能牢固度60天以上。滑胶嫁接牢固度好,为啥你也滑胶了?牢固度还是不行。进胶出胶一定要带胶珠,但是滑胶次数不能太多。因为胶水在滑动的过程中会接触空气,夏季温度温度比较高滑胶会增加胶水与水分子的氧化,滑胶次数越多越容易形成假性粘连。想要牢固度好,胶水一定要新鲜。出胶带
进点高出如何处理?我们来讲一下这种前框热流道带封针的,它总共有13个进点,13个进点,这是热封针,那是热流道。像这种模具有一个通病,有一个这么通病进点,这个进点容易高出来,那么我们调高出来的情况下,尽量采用大保压短时间,要很短。这种来打这种产品,也就说你保压时间一长进出水口都要拉高,它都要堵起来
新手必看!自嫁接睫毛这样正确取胶。最近有很多的宝宝私信说在嫁接的过程中取胶胶水很多该怎么办呢?首先给大家讲一下,如果胶水很多会出现几种胶会顺着胶珠往下滴。如果直接嫁接到顾客的睫毛上。183第二损害顾客的皮肤。